Enjeksiyon Prosesinde Yaşanan Problemler ve Çözümleri
Enjeksiyon makinesinin, kalıbın ve malzemenin performansı zaman, basınç ve sıcaklık değişkenlerine bağlıdır.
21-09-2022

Neme az duyarlı hammaddelerin kurutulması için plastik hammaddenin dış yüzeyinin belirli bir süre ısıya maruz bırakılması yeterlidir.
1. SICAK HAVALI KURUTUCULAR
Neme az duyarlı hammaddelerin kurutulması için plastik hammaddenin dış yüzeyinin belirli bir süre ısıya maruz bırakılması yeterlidir. Bu amaçla bir üfleyici (blower) vasıtası ile ortamdan emilen hava ısıtılarak hammadde silosunun içine sevk edilir. Bu tip kurutucuların tasarımları gereği silonun alt bölümüne yönlendirilen bu sıcak hava yükselerek öncelikle silonun alt bölümünde bulunan hammadde içinden ve ardından silo üstünde bulunan hammaddelerin içinden geçerek dışarıya atılır. Böylece siloya yeni konulmuş üst bölümdeki hammadde de ön ısıtmaya tabi tutulmuş olur. Sıcak havalı kurutuculara bu ismin verilmesinin sebebi hammaddeyi sadece sıcak hava kullanarak kurutmalarıdır. Isıtma için kullanılan hava ortamdan alındığı için özellikle çok önemli bölgelerde bu tip kurutma sistemleri hammaddenin neminin alınması için pek yeterli olmamaktadır. Çalışma prensibi gereği sıcak hava plastik hammadde içinden geçip silo içinde yükselerek dışarı atılır. Bu işlemin gerçekleşmesi için havanın hammaddeler arasındaki boşluklardan geçerek yol alması şarttır. Bu sebeple, sıcak havalı kurutucular esasen granül hammaddeleri kurutmak için kullanılır. Ancak, akışkan kırma hammaddeler için de kullanılabilirler. Toz hammaddeleri kurutmak için kullanılamazlar. Sıcak hava kurutucular ısı izolasyonsuz veya ısı izolasyonlu olarak üretilirler. Özellikle PET,PEEK ve PBT gibi kurutma sıcaklığı yüksek (100C ÜSTÜ) hammaddeler kullanılacak ise kurutma enerji sarfiyatının daha düşük olması nedeniyle izolasyonlu sıcak havalı kurutucuların kullanılması önerilir.
SICAK HAVALI KURUTUCU SEÇİMİ YAPILIRKEN DİKKAT EDİLECEK HUSUSLAR
1. Kurutma silosu hacmi hammaddenin kurutma süresini belirler. Hammaddenin cinsine bağlı olarak kurutma süresi belirlenmeli ve kurutma için en uygun kapasitedeki kurutucuyu bulmak için silo hacmi hesabı yapılmalıdır.
2. Kurutma silosu içinde hammaddenin akışının mümkün olduğu kadar homojen olması ve dolayısı ile aşağıdan beslenen havanın tüm hammaddelere eşit dağılımının sağlanması için silo çapının mümkün olduğu kadar az, yüksekliğinin fazla olması gerekir. Yüksekliği çapına göre az olan kurutma silolarında ısı dağılımının homojen olmaması sebebi ile her hammadde yeterince ve eşit kurutulamaz.
3. Kurutma silosu içindeki ısının mümkün olduğunca hammaddeye aktarılması ve dış ortama yayılıp sarf edilmemesi gerektiğinden kurutma silosunun izolasyonlu olması gerekmektedir. Özellikle 100°C üzerinde kurutulması gereken hammadde kullanıldığında ısı kayıplarının ciddi enerji sarfiyatına sebep olduğu izlenmiştir.
4. Kurutulan hammaddeler az veya çok toz içerdiğinden ve ısıtma işlemi bir üfleyici ile yapıldığından hammaddeden çekilen nemi taşıyan hava içinde toz bulunabilir. Bu tozun ortama üflenmemesi için kurutucu çıkışına toz filtresi kullanılır. Toz filtreleri aynı zamanda ısıtıldığında zehirli gaz yayan hammaddelerin bu etkilerini bir miktar aza indirgerler.
5. Kurutucu silo temizliği her hammadde değişiminde yapılması gereken bir işlemdir. Kurutucunun tasarımının temizleme işleminin kolay yapılmasına imkan vermesi gerekir.
6. Kurutucunun kontrol sisteminin hassas sıcaklık kontrolü yapması ve mümkünse başlangıç gerektiği için başlangıç saati kurularak otomatik olarak önceden çalışmaya başlaması sağlanır. Böylece işlenmeye başlanacağı saatte hammadde kurutulmuş olarak imalata hazır olur.
7. Her hammaddenin kurutma sıcaklığı farklıdır. Bu sıcaklık 50°C ile 180°C arasında değişebilir. Kurutucunun farklı hammaddeler için kullanılabileceği düşünüldüğünde kontrol panelinin 180°C\\\\\\\\\\\\\\\'ye kadar ayarlanabilen bir sıcaklık kontrol sistemine sahip olması gerekmektedir.
8. Hammadde kurutma işlemi yüksek sıcaklıklarda yapıldığından elektrik kumanda sistemlerinin yüksek sıcaklık koruma tertibatı (termostat) ile donatılması gerekir.
9. Günümüz teknolojisinde ve özellikle gelecekte üretim parametrelerinin otomatik takibi zaruri hale gelmektedir. Bu sebeple, kumanda sisteminin Endüstri 4.0 standardında fabrika üretim bilgi sistemleri ile haberleşebilecek ve veri paylaşabilecek yeterlilikte olması gerekmektedir.
SICAK HAVALI KURUTUCUNUN KURUTMA SİLOSU KAPASİTE HESABI
Kurutma silosunun hacminin (V) belirlenmesi aşağıdaki basit bir hesap ile yapılabilir.
K: Kurutulacak hammaddenin sarfiyatı (kg/saat) / T:Hammadde için üreticisi tarafınca belirlenmiş kurutma süresi (saat) / DY:hammaddeye özel dökme yoğunluğu (kg/litre)
V= K*T/DY
Örnek: ABS hammadde için; K=40kg/saat T=2 saat DY= 0,6 kg/litre V=40*2/0,6=133,33lt (dm3)
Bu durumda 150 lt kapasiteli bir kurutma silosu seçilmesi yeterli olacaktır. Hammaddenin cinsine göre kurutma süreleri ve dökme yoğunlukları https://www.dozajlama.com/tr/hammaddeler bölümündeki tablolardan seçilebilirsiniz.
2. NEM ALICILI (DESİKANT) KURUTUCULAR
Neme duyarlı hammaddeler çevrelerinde bulunan su buharını çekirdeklerine kadar çekmeye eğilimlidir. Hammaddenin nemi atması dış rutubet şartlarına bağlıdır. Kuru ve sıcak havanın bulunduğu düşük basınçlı ortama giren hammadde iç rutubet basıncı daha fazla olduğu için nemini dışarıya vermeye başlar. Bu işlem iç ve dış basınçların eşitlenmesine kadar devam ettiğinden hammadde dış ortam kuruluk oranına ulaşana kadar nemini atma eğilimindedir ve buna ulaşıldığında hammadde kurumuş olur. Nem alıcılı hammadde kurutucuları en basit anlamda bir sıcak havalı hammadde kurutucu ve bu kurutucuya kuru hava üreten bir kuru hava jeneratöründen oluşur. Sıcak havalı kurutucular bölümünde açıklandığı gibi, sadece ortam havasının kullanımı neme duyarlı malzemelerin kurutulması için yeterli olmadığından kuru hava jeneratörü ile desteklenmeleri gerekmektedir. Kuru hava jeneratörleri isminden de anlaşıldığı üzere çok kuru hava üreten cihazlardır. Prensip olarak, kurutma silosundan çıkan neme doymuş havanın kapalı olarak tekrar nemden arındırılması ve kurutma silosuna geri gönderilmesi işlemini yaparlar. Nemden arındırma işlemi için cihaz içinde desaikant adı verilen nem alıcı kimyasal hammaddeler kullanılır. Bunlar bilinen isimleri ile silikajel, moleküler elekdir (sieve). Bu kimyasallar kurutma cihazının teknolojisine göre farklı şekilde uygulanırlar.
* Geleneksel tip olan çift (veya üçlü) granül kimyasal tamburları içinde.
* Yeni teknoloji kristalize edilmiş ve katılaştırılmış döner petekli (honeycomb) formunda bir rotor olarak
Her iki tip uygulamada da bu kimyasal kurutma silosundan gelen nemli havanın içindeki su partiküllerini kendi içine çeker ve bu tambur/rotor çıkışında nemden arındırılmış kuru hava üretilmiş olur. Kuru hava jeneratörlerinin yukarıda belirtilen nemden arındırma bölümünün yanı sıra, rejenerasyon ismi verilen diğer bir bölümü bulunur. Bu bölümde ise nemi içine çeken tambur/rotor ortam havası ile ısıtılarak nemden arındırılır ve bir sonraki döngüde tekrar nemli hammadde kurutma havasının kurutulması için kullanılır. Diğer bir deyişle, kuru hava jeneratörleri hammaddeyi kurutan havanın oluşturduğu ve bu nemi çeken desikant ünitesinin nemden arındırıldığı iki bölümden oluşur. Yukarıdaki açıklamalardan da anlaşılacağı üzere, desikant kurutucular hammaddenin içindeki nemi, nemi içine çeken diğer bir kimyasalın içine gönderme prensibi ile çalışır. Ancak, bu kimyasalın da tekrar nemden arındırılması için ısı enerjisi kullanılır. Bu sebeple nem alıcılı kurutucular enerji yükü bir hayli fazla olan ürünlerdir. Bu enerji yükünün ve sarfiyatın azaltılması için birçok tasarruf ekipmanları ve sistemleri ile donatılabilirler. Hammadde kurutmak için hava kuruluğunun öncelikli proses parametresi olduğu bu sistemde doğal olarak havanın kuruluğunun ölçümü önem kazanmaktadır. Dolayısı ile nem alıcılı kurutucularda dew point (çiylenme noktası) terimi sıkça gündeme gelir ve kumanda sistemlerinde çiylenme noktası göstergesi bulundurulmasında fayda vardır.
NEM ALICILI (DESİKANT) KURUTUCU JENERATÖR ÇEŞİTLERİ
Kuru hava üretmek için çift tamburlu veya döner petekli iki tip kuru hava jeneratör sistemi kullanılır.
ÇİFT TAMBURLU KURU HAVA JENERATÖRLERİ
Granül yapıdaki nem alıcı kimyasal hammaddenin çift tamburlu sistem ile havanın nemini alması için kullandığı sistemlerdir. Birinci tambur içindeki kimyasal nemli hammaddenin havasını kurutmak için kullanılırken, ikinci tamburun içinde bir önceki çevrimde neme doyurulmuş kimyasal sıcak hava desteği ile kurutulur. Daha sonra ikinci tambur birinci tamburun işini yaparken birinci tambur sıcak hava desteği ile kurutulur. Tamburlar arasındaki dönüşüm belirlenen zaman (sisteme göre 1 ile 3 saat arasında değişir) aralığında yön valfleri kullanılarak otomatik olarak yapılır. Sistemin çalışması için ısıtıcı rezistanslar ve hava üfleyicileri de kullanılır. En eski kuru nem alma yöntemlerinden biri olup aşağıda belirtilen dezavantajları şunlardır:
* Değişken çiylenme noktasına (dew point) sahip kuru hava üretmesi
* Kimyasal granüllerin zaman içinde tozlanması ve yüksek değişim/bakım maliyeti
* Yüksek enerji sarfiyatı
* Geniş alan gerektirmesi
Yukarıda belirtilen dezavantajlardan dolayı, yeni teknoloji döner petekli kuru hava jeneratörleri veya vakum kurutucuları kullanımına geçilmektedir.
DÖNER PETEKLİ (HONEYCOMB) KURU HAVA JENERATÖRLERİ
Özel kristalizasyon sistemi ile nem alıcı kimyasalın (moleküler elek ve silikajel) dairesel rotor içinde seramik yapıda konumlandırıldığı döner silindirik bir tamburdur. Bu kristal yapı sayesinde çift tamburlu sistemlerde granül formunda olan kimyasalın tozlanması problemi ortadan kaldırılmıştır ve uzun kullanım ve servis ömrü oluşturulmuştur. Nemli hava rotorun içindeki bu küçük deliklerden geçer ve havanın taşıdığı rutubet etkili bir şekilde burada tutulur .Dairesel rotor dönerken öncelikle nemli hammadde havasını ilk çeyrek bölümde kendi içinden geçirerek nemi içinde toplar. Rotorun dönmesi ile diğer çeyreğinde bulunan ısı ile nemden arındırma bölümü (rejenerasyon) sayesinde kurutma çeyreğinde neme doyurulan bölümdeki kristalize yapı nemden arındırılır. Rotor motorlu tahrik sistemi ile düşük devirde döndürülerek dairesel yörüngede bu işlemler devam eder. Dairesel bir yapıda sürekli olarak gerçekleşen bu neme doyurulma ve arındırma işlemi sistemin çok homojen ve eşit kurulukta kuru hava üretmesini sağlar. Bu özelliği ile sabit çiylenme noktasında kuru hava üretirler. Sistemin çalışması için ısıtıcı rezistanslar ve hava üfleyicileri kullanılır. Sistemin diğer elemanı ise soğutma eşanjörüdür. Özellikle çok yüksek kurutma sıcaklığı gereken PET kurutma sistemlerinde kurutma silosundan desikant rotoruna gelen havanın soğutulması gerekir. Bu sebeple, bu sıcak hava su soğutmalı eşanjör ile soğutulur. Böylece daha düşük çiylenme noktası (dew point) sağlanmış olur.
Döner petekli kuru hava jeneratörlerinin çift tamburlu kuru hava jeneratörlerine göre avantajları şunlardır;
* Çift tamburlu jeneratörlerde tambur dönüşlerinde çiylenme noktası (dew point) değişir. Döner petekli jeneratörlerde çalışma prensibi sürekli olduğu için çiylenme noktası değişmez. Dolayısı ile plastik hammadde sürekli aynı kuruluktaki havaya maruz kalarak tüm plastik granüller eşit şekilde kurutulmuş olur.
* Çift tamburlu kurutucu tamburlarının içinde kullanılan kimyasal granüller birbirlerine çarparak zamanla toz oluşturur ve en fazla 3 sene içinde değiştirilmesi gerekir. Döner petekli kurutucularda nem alıcı rotor (honeycomb) kristalize yapıda olduğundan sürtünme söz konusu değildir. En az 10 sene dayanım ömrü bulunur.
* Tambur dönüşlerinde yaşanan hava kuruluğu değişikliklerinin optimize edilmesi için çift tamburlu kurutucularda çok daha düşük çiylenme noktasında çalışılmaya ayarlanmaları gerekir ki ortalama dew point düşürülsün.
* Tamburların ve yön valflerinin cihaz içinde kapladığı alan döner petek rotorundan çok daha fazla olduğu için çift tamburlu kurutucu jeneratörlerinin ölçüleri çok daha büyüktür ve işletme içinde daha fazla yer kaplarlar.
Kuru Hava Jenaratöründe Dikkat Edilecek Hususlar
1. Kuru hava jenaratörü seçilirken dikkat edilmesi gereken en önemli husus kurutulacak hammadde için gerekli kuru hava debisini üretebilecek kapasitede olmasıdır. Zira her hammadde için gerekli kuru hava miktarı farklıdır.
2. Kuru hava jeneratörü kompleks bir cihazdır ve aşağıdaki bölümlerden oluşur;
a. NEM ALICI (DESİKANT) BÖLÜM: Nem alıcı kurutucu jeneratör çeşitleri bölümünde farklı tip jeneratörlerin kurutma tekniği anlatılmaktadır. Her iki sistemde de nemin transfer edildiği desikant sistemi cihazın kalbini oluşturur. Bu bölümün performansı en büyük öneme haiz konudur. Kuru hava üretme veriminin en az -40°C dew point değerinde çiylenme noktasında olması gerekmektedir. Seçilen desikant kimyasal ve döner petek sisteminin kalitesine dikkat edilmelidir.
b. ÜFLEYİCİLER: Cihazda iki grup üfleyici (blower) bulunur. Her bir grup bir veya kurutma kapasitesine göre daha fazla üfleyiciden oluşabilir. Bu gruplardan biri kurutma proses üfleyicisidir ve hammaddenin içinden kuru ve sıcak havanın sirküle edilmesini sağlar. Diğer üfleyici grubu ise kurutucu desikant bölümünün içine çektiği nemin temizlenmesi (rejenere edilmesi) için kullanılır. Dikkat edilmesi gereken bu üfleyicilerin kapasitelerinin ve miktarlarının yeterli olmasıdır.
c. SOĞUTMA EŞANJÖRLERİ: Hammadde kurutma sıcaklığına bağlı olarak kurutma silosundan gelen nemli dönüş havası çok sıcak olursa desikant kurutucu bölümünün kurutma verimi düşer. Bu sebeple, kuru hava jeneratörlerinde soğutma eşanjörünün kesinlikle bulunması gerekmektedir. Birçok üretici firma bu bölümü opsiyon olarak sunar, ama standart olarak dahil edilmelidir. Zira cihaz ilk alındığında düşük sıcaklıkta kurutulacak hammadde için alınan kurutucu ileride daha yüksek sıcaklıktaki bir hammaddenin kurutulması için kullanılmak zorunda kalabilir.
d. ISITICI REZİSTANSLAR: Her nasıl iki blower grubu bulunuyorsa aynı amaçla iki ısıtıcı grubu bulunur ve yukarıda belirtilen hava kurutma ve rejenerasyon fazlarında ısıtma vazifesini görürler. Hammadde çeşidine göre bazı uygulamalarda kurutma işlemi için yüksek ısıya ve dolayısı ile daha fazla ısıtma enerjisine gerek duyulur. Bu sebeple, rezistans ünitelerinin yeterli kapasitede olduğuna dikkat edilmelidir.
e. FİLTRELER: Cihazda iki filtre grubu bulunur. Bunlardan biri kurutucu silodan nem alıcı jeneratöre geri dönen havanın içindeki tozları toplayan filtredir. Bu filtrenin geniş yüzeyli ve kolay temizlenebilir olması gerekir. Genelde cihazın gövdesinde kolay temizlenecek bir yerde konumlandırılan bu filtreler çok tozlu hammaddeler kullanıldığında ayrık olarak daha geniş yüzey alanlı olarak temin edilirler. Diğer filtre grubu ise rejenerasyon bölümünde ortamdan çekilen havanın filtrasyonu için kullanılır. Her iki filtre grubunun temizliği ve bakımı çok önemlidir. Zira bu filtreler tıkanırsa cihazın kurutma verimi düşer. Bunun da ötesinde, filtreler kaçak yaparsa toz partikülleri kurutucu desikant bölümüne kaçarak ciddi arızalara sebep olabilir.
3. Her hammaddenin kurutma sıcaklığı farklıdır. Bu sıcaklık 50°C ile 180°C arasında değişebilir. Kurutucunun farklı hammaddeler için kullanılabileceği düşünüldüğünde kontrol panelinin 180C ye kadar ayarlanabilen bir sıcaklık kontrol sistemine sahip olması gerekmektedir.
4. Kurutucunun kontrol sisteminin hassas sıcaklık kontrolü yapması ve mümkünse başlangıç saatinin bulunması gerekir. Hammadde işlenmeden önce belirli zaman süresince kurutulması gerektiği için başlangıç saati kurularak otomatik olarak önceden çalışmaya başlaması sağlanır. Nem alıcılı kurutucu sistemlerinde bu kontrol paneli kuru hava jeneratörü ünitesinin üzerindeki ortak bir panel üzerinden kontrol edilir.
5. Günümüz teknolojisinde ve özellikle gelecekte üretim parametrelerinin otomatik takibi zaruri hale gelmektedir. Bu sebeple, kumanda sisteminin Endüstri 4.0 standardında fabrika üretim bilgi sistemleri ile haberleşebilecek ve veri paylaşılabilecek yeterlilikte olması gerekmektedir.
6. Hammadde kurutma işlemi yüksek sıcaklıklarda yapıldığından elektrik kumanda sistemlerinin yüksek sıcaklık koruma tertibatı (termostat) ile donatılması gerekir.
7. Hammadde kurutmanın enerji maliyetlerinin yüksek oluşu daha düşük enerjili kurutma sistemlerinin geliştirilmesini zorunlu kılmıştır. Bu amaçla cihazların donanımında üfleyicilerin hammadde tüketimine bağlı çalışmasını sağlayan sürücüler ile desteklenmesi, rejenerasyon sıcaklığının çiylenme noktası değerine uygun olarak çalıştırılması, rejenerasyon yapılırken dış ortama salınan sıcak havanın ısı enerjisinin geri kazanılması için eşanjör kullanılması %40lara varan enerji tasarrufu sağlayabilir.
KURUTMA SİLOSU VE KURU HAVA JENERATÖR KAPASİTE HESABI
Nem alıcılı kurutucu seçiminde dikkat edilmesi gereken en önemli iki husus kurutma silo hacminin ve kuru hava jeneratörünün hava debi hesabıdır.
Silo hacmi (V) aşağıdaki basit hesap ile bulunabilir: K: kurutulacak hammaddenin sarfiyatı (kg/saat) / T: hammadde için üreticisi tarafınca belirlenmiş kurutma süresi (saat) / DY: hammaddeye özel dökme yoğunluğu (kg/litre)
V = K * T / DY
Örnek: PA 6 (polyamid) hammadde için;
K: 120kg/saat T: 4 saat DY: 0,65 kg/litre V: 120*4 / 0,65= 738,5 lt (dm3)
Bu durumda 750 lt. kapasiteli bir kurutma silosu seçilmesi yeterli olacaktır.
Kuru hava debisi (Q) aşağıdaki basit hesap ile bulunabilir:
K: Kurutulacak hammaddenin sarfiyatı (kg/saat) / F: Birim hammaddenin nemini dışarı atması için gerekli kuru hava miktarı m3/kg-saat /
Q: K*F
Örnek: PA 6 (polyamid) hammadde için; K: 120kg/saat F: 3 m/kg-saat Q: 120*3 = 360m/saat Sonuç olarak 120kg/saat polyamid hammadde kurutmak için 750lt kapasiteli kurutucu silosu ve yaklaşık 400m/saat kapasiteli kuru hava jeneratörü seçilmelidir. Hammaddenin cinsine göre kurutma süreleri, dökme yoğunlukları ve kg başına ihtiyaç duyulan saatteki kuru hava miktarı www.hammaddekurutma.com sitemizin Hammaddeler bölümündeki tablolardan seçilebilirsiniz.
VAKUMLU TİP KURUTUCU
Vakum kurutucu bilinen diğer tüm kurutucu yöntemlerinin ötesinde kurutma işlemini herhangi bir kurutucu desikant kimyasal hammadde kullanılmadan vakumlama yöntemi ile gerçekleştirir. Çiylenme noktası (dew point) terimi ve getirdiği zorluklar bu tip kurutucular için geçerli değildir. Genel olarak ön ısıtma ile sıcaklığı arttırılmış plastiğin yüksek vakum ile neminin alınması prensibi ile çalışır. Bu yöntem ile neme çok duyarlı plastik hammaddeler dahi rahatlıkla kurutulabilir. Vakum kurutucular, ısıtma ve vakumlama olmak üzere iki kademeli olarak çalışır. Ön ısıtma haznesine plastik hammadde doldurulur ve hammadde cinsine göre en fazla 35-40 dk. ısıya maruz bırakılır. Isınan granüllerin içinde moleküler hareket başladığından su partikülleri hareketlenir. Ön ısıtma fazı bittiğinde sistem hammaddeyi otomatik olarak vakumlama haznesine göndererek ortam basıncından çok düşük basınç değerlerine kadar vakumlama yapar. Vakumlama haznesi load-cell tartım ünitesi ile donatıldığından vakumlanacak hammadde miktarı seçilebilir. Çeşidine bağlı olarak 15 ile 30 dk içinde vakum altında bırakılan hammadde çok kuru şekilde biriktirme haznesine gönderilir. Vakum Kurutucuların avantajlarını şöyle sayabiliriz:
KURUTMA HIZI: Vakum Kurutucu diğer kurutma yöntemlerine göre altıda bir zamanda hammaddenizi kurutur. Eğer hammaddenizi normal kurutucu ile 4 saat kurutuyorsanız Vakum Kurutucu ile 40 dakikada aynı işlemi gerçekleştirebilir. Sonuç olarak kurutucunuzu her çalıştırmaya başladığınızda 3 saat 20 dakika zaman tasarrufunuz olacaktır. Bu sadece enerji maliyetlerinizi azaltmakla kalmayıp imalat sürenizi de 3 saat 20 dakika uzatacaktır.
ENERJİ TASARRUFU: Yan yana yapılan testler gösteriyor ki vakum kurutucu diğer kurutuculara göre %60 daha az enerji harcar. Azaltılmış enerji maliyetinin düşük olması Vakum Kurutucunun herhangi bir kurutma hammaddesine ihtiyaç duymamasıdır. Diğer kurutma yöntemlerinde; kurutucu hammadde(silikajel veya zeolit) önce neme doyurulur, ısıtma ve soğutma işlemleri ile nemden arındırılır ve tekrar neme doyurulmak için hazırlanır. Bu işlemler sırasında kurutucuyu yenilemek için gereken enerji ortama atık olarak gönderilir.
AZALTILMIŞ BAKIM: Desikant kurutuculardaki nem alıcı maddenin zamanla performansı düşer ve değiştirilmesi gerekir. Ayrıca kurutucunun hangi performansta çalıştığını izlemek için bir monitör de gerekmektedir. Belli periyotlar ile temizlemeniz gereken filtreler ve bağlamanız gereken soğuk su hattına da ihtiyaç duyulmaz. Bu tür maliyetler vakum kurutucuda yoktur.
Enjeksiyon makinesinin, kalıbın ve malzemenin performansı zaman, basınç ve sıcaklık değişkenlerine bağlıdır.
21-09-2022

Plastikler moleküler yapılarına bağlı farklı nem çekme kapasitelerine sahiptirler.
21-09-2022
Plastik makinelerinde, plastiğin eritildiği ve şekil verilebilir hale getirildiği kısım kovan ve vidadır.
20-09-2022
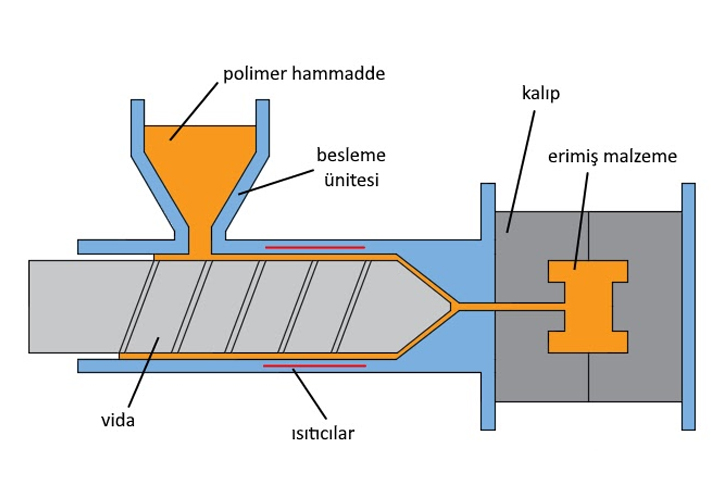
Plastik enjeksiyon, sıcaklık yardımı ile eritilmiş plastik hammaddenin bir kalıp içine enjekte edilerek şekillendirilmesi ve soğutularak kalıptan çıkarılmasını içeren bir imalat yöntemidir.
20-09-2022

PET hammaddenin kurutulması pet şişe ve preform üretiminin en önemli proseslerinden birini oluşturmaktadır.
21-09-2022