Enjeksiyon Prosesinde Yaşanan Problemler ve Çözümleri
Enjeksiyon makinesinin, kalıbın ve malzemenin performansı zaman, basınç ve sıcaklık değişkenlerine bağlıdır.
21-09-2022

PET hammaddenin kurutulması pet şişe ve preform üretiminin en önemli proseslerinden birini oluşturmaktadır.
En fazla nem çeken mühendislik plastiklerinden biri olan PET hammaddenin kurutulması pet şişe ve preform üretiminin en önemli proseslerinden birini oluşturmaktadır. Yeterli seviyede kurutulmamış PET ile yapılan üretimlerde ürün renginde opak beyazlıklar, hava kabarcıkları, lekeli bölgeler ve şişirme prosesi sırasında yarılma olması muhtemel durumlardır.
Yüksek kalitede bir ürün elde edebilmek için PET hammaddenin işleme makinesine gönderilmeden önce %0,0005(50ppm) veya daha az nem oranına kadar kurutulması önerilir. İstenilen küçük nem değerlerine sıcak havalı (geleneksel) kurutucular ile ulaşmak kesinlikle mümkün değildir. Bu nedenle PET hammaddelerin kurutulması için nem alıcı (desikant) kurutucular veya vakumlu kurutucular tercih edilebilir. Kurutma işleminde desikant tip kurutucular tercih edilecek ise kurutma cihazı üzerinde dew point (çiylenme noktası) ölçüm cihazı olanlar tercih edilmelidir. Böylece üretim boyunca PET hammaddenin kuruluk değerini anlık olarak gözlemleme ve gerektiğinde müdahale imkanı bulunur.
PET ile yapılan üretim prosesinde üretim kalitesini etkileyen diğer unsurlar ise aşağıda sıralanmıştır:
Kalıp Yüzeyinde Terleme
Preform kalıplarında çevrim sürelerini kısaltmak için kullanılan soğuk su kalıp yüzeyinde terlemeye neden olmaktadır. Preform ve şişirme makinelerinin bulunduğu ortam havasının yüksek bağıl neminin kalıp bölgesinde oluşturacağı terlemeyi önlemek için kalıp terleme önleyici kullanılır.
Kalıp Sıcaklığı
Preform kalıplarında ve/veya şişirme kalıplarında sürekli aynı ve istenilen sıcaklık değerlerini sağlayabilmek için kalıp şartlandırıcılar kullanılmalıdır.
Dozajlama
Pet hammaddeye boya ve katkı ilavesi mikser veya manuel olarak yapıldığında her zaman aynı % oranında karışım yapılamadığından üretim kalitesine olumsuz etki etmektedir. Dozajlama cihazları kullanılarak sürekli aynı standartta üretim yapılması sağlanır.
Öte yandan, PET hammaddesinin 160-170 C gibi yüksek sıcaklıkta kurutulmuş olarak dozajlama cihazına ulaşması neticesinde yüksek sıcaklık sebebi ile dozajlanan granül boyanın erimesi ve köprüleme dozajlama oranının bozulmasına da sebep olabilir. Bu nedenle yüksek sıcaklığın oluşturacağı olumsuzlukları önlemek için su soğutmalı boğaza sahip dozajlama cihazı tercih edilmelidir.
Enjeksiyon makinesinin, kalıbın ve malzemenin performansı zaman, basınç ve sıcaklık değişkenlerine bağlıdır.
21-09-2022

Plastikler moleküler yapılarına bağlı farklı nem çekme kapasitelerine sahiptirler.
21-09-2022
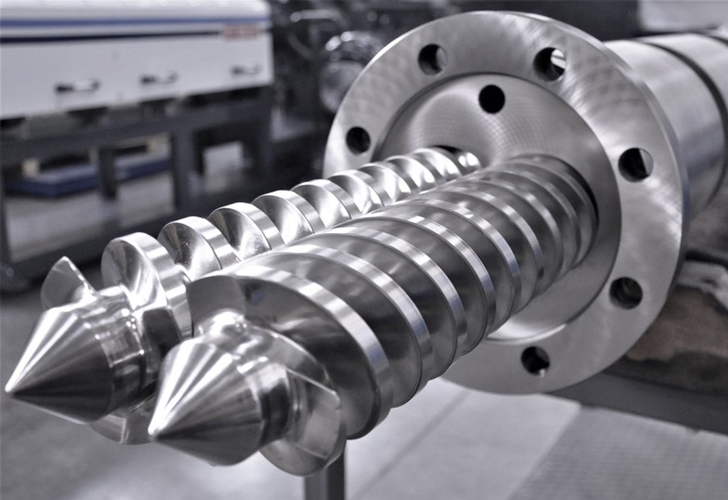
Plastik makinelerinde, plastiğin eritildiği ve şekil verilebilir hale getirildiği kısım kovan ve vidadır.
20-09-2022
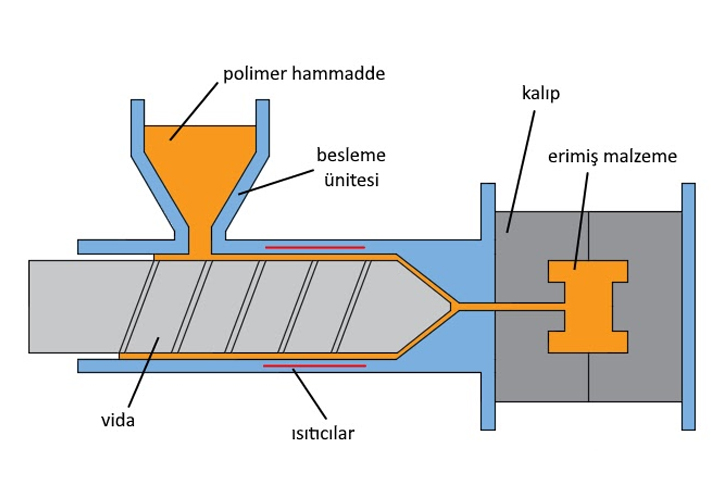
Plastik enjeksiyon, sıcaklık yardımı ile eritilmiş plastik hammaddenin bir kalıp içine enjekte edilerek şekillendirilmesi ve soğutularak kalıptan çıkarılmasını içeren bir imalat yöntemidir.
20-09-2022
PET hammaddenin kurutulması pet şişe ve preform üretiminin en önemli proseslerinden birini oluşturmaktadır.
21-09-2022