Enjeksiyon Prosesinde Yaşanan Problemler ve Çözümleri
Enjeksiyon makinesinin, kalıbın ve malzemenin performansı zaman, basınç ve sıcaklık değişkenlerine bağlıdır.
21-09-2022
Enjeksiyon makinesinin, kalıbın ve malzemenin performansı zaman, basınç ve sıcaklık değişkenlerine bağlıdır.
Enjeksiyon üretiminde meydana gelen sorun;
* Malzeme
* Kalıp
* Proses çalışma şartları
* Makine
Dörtlüsünden birine ya da birkaçına birden müdahale edilerek çözülür.
Temel olarak bir parçada problem;
* Proses öncesinde (malzeme tedariki ve depolama)
* Proses sırasında (çevrim sırasındaki çalışma şartları)
* Ya da proses sonrasında (parçalara son işlem uygulanması, paketlenme, taşınma) meydana gelir.
Bu problemler de;
* Makineden
* Kalıptan
* Çalışma şartlarından (zaman-sıcaklık-basınç)
* Operatör hatası
* Malzemeden
* Ürün tasarımından kaynaklanır.
Proses sırasında oluşan problemlerde, plastik malzemeye çalışma parametrelerinin ne tür etkilerde bulunduğu araştırılmalıdır.
Bu parametreler;
* Enjeksiyon zamanı
* Tutma basınçları değerleri ve zamanı
* Soğutma zamanı
* İtme (parçayı kalıptan çıkarma) zamanı
* Mengene bekleme zamanı
* Kalıp sıcaklığı
* Yolluk tasarımı
* Yolluk geçidi ve büyüklüğü
* Parça el kalınlığı
* Akış yolu uzunluğudur.
Enjeksiyon makinesinin, kalıbın ve malzemenin performansları, yani verimli bir şekilde çalışabilmesi de üç temel değişkene bağlıdır. Bu değişkenler zaman, basınç ve sıcaklıktır. Enjeksiyon prosesi sırasında meydana gelebilecek problemlerin bir çoğu bu üç değişkenin doğru şekilde ayarlanması ile giderilmektedir. Bu arada bu üç değişkenin birbiriyle bağlantılı olduğu unutulmamalı ve ayarlar buna göre yapılmalıdır.
Problem Tespiti ve Olası Problemlere Çözümler
Enjeksiyon prosesinde problemin tespiti ve yukarıda bahsi geçen dört bölgeden hangisinden ya da hangilerinden kaynaklandığının tespiti, problemin çözümündeki en önemli adımlardır. Malzeme üzerindeki hatanın tam olarak anlaşılması ve problemin kaynağının tespit edilmesi için aşağıda karşılaşılabilecek muhtemel sorunlar ve bunların giderilebilme yöntemleri ile ilgili bilgi verilmiştir.
Yanık izleri: Eğer parçanın bir bölgesinde siyahlaşma ve kararma varsa, ilk yapılacak iş kalıbın hava atma durumunun incelenmesi olacaktır. Kalıba giren malzeme tarafından sıkıştırılan ve kaçamayan hava, çok yüksek bir sıcaklığa çıkar ki plastikle oksidasyon reaksiyonuna girer ve yüzeyde siyah bir bırakır. Bu yanık izine katlanılarak üretime devam edildiğinde, zamanla metal yüzeyde oksitlenme sebebiyle karıncalanma meydana gelecektir. Kalıpta hava sıkışması kötü bir kalıp tasarımı sonucu olabilir. Normal olarak hava, kalıbın temas yüzeylerinden, itici pimlerinden veya sıyırıcı plakalarının arasından kaçar. Eğer temas yüzeyi iyi parlatılır ve tampon pimleri çok düzgün yapılırsa, havanın tahliyesi önlenmiş olur. Özellikle yazılara, kaburgalara ve gerilimin olduğu kısımlara yakın yerlerde erimiş plastik malzeme hava kabarcığının üstünden geçer havayı tutar, yani hapseder. Önlemek için enjeksiyon hızı azaltılır, kalıbın içindeki keskin geçişler yuvarlatılır, rib, feder vb derinliği azaltılır. Geri emişin yanlış uygulanmasından dolayı, silindir memesinde havanın sıkışması parçanın üzerinde yanık izlerinin oluşmasına neden olur. Malzemenin kovan içerisinde iken oksitlenmesinden kaynaklanan bir yanık türüne de özellikle PVC, asetal ve naylonlarda karşılaşılır. PVC’de bu olay baskıdan baskıya yeri değişen koyu ve uzun bir iz şeklindedir.
Bu problem çözümü; rezistanslardan gelen ısısının azaltılıp, gerekli ısının sürtünme yoluyla teminidir. Silindir sıcaklık bölgelerinin; arka: sıcak, orta: soğuk ve ön: sıcak şeklinde ayarlanması bir önlem olarak kullanılabilir.
Akış İzleri: Plastik malzeme bir kalıba enjekte edildiğinde, her akışkanda olduğu gibi kalın ve geniş bölgelere daha hızlı yayılır. Buralar dolduktan sonra daha dar ve ince kesitlere nüfus eder. Malzemenin yol alışı esnasında delik oluşturan bir birim, oyuk çıkaran bir erkek parçaya rastladığında türbülans olayı yaşanır ve akış bölünür. Bazen oluşan türbülansın izi akış yolunun sonuna kadar taşınır ve donduğu yüzeyde dalgalı bir görüntü verir. Aynı olay yolluk girişinde de yaşanabilir. Konik ürün besleme ağzındangiren akışkan düz kalıp duvarına dikey çarptığında ürünün besleme ağzı çevresinde dalgalı bir görüntü verir. Kış izi dediğimiz bu kalıplama hatasının, proses ayarlamasıyla giderilmesi bir hayli zordur. Ürün ve kalıp tasarımı esnasında önlem alınmalıdır.
Birleşme İzleri: İki veya daha fazla akış hattının birleştiği ve kaynaştığı yerlerde oluşan çizgilere birleşme izleri denir. Kalıpta birden fazla ürün besleme ağzı, delik çıkaran pimler ya da maçalarü lokmalar vb. erkek parçalar var ise birleşme izi olacaktır. Önem verilmez ve etkilerinin azaltılmasına çalışılmazsa büyük sorunlar doğabilir. Bir önceki enjeksiyon hatası olan akış izlerinin nedenleri birleşme izlerine de kaynaklık eder. Üründe mukavemet özellikleri göz ardı edilirse kavitenin birleşme izlerini gizlemek için kumlama yapılabilir. Birden fazla ürün besleme ağzının olması birleşme izlerinin sayısı çoğalır. Zaten, eğer başka amaç yoksa birden fazla besleme ağzı verilmesi sorunlar yaratır. Bu durumda en iyi yöntem sıcak yolluk kullanmaktır. Kalıp parlatma izlerinin malzemenin akış yönünde verilmesinin, birleşme izlerinin azaltılmasına yardımcı bir unsur olduğu unutulmamalıdır. Birleştirme izlerinin azaltılması için silindir ve kalıp sıcaklığının yükseltilmesi kadar, hızlı enjeksiyon suretiyle malzemenin soğumadan birleşmenin sağlanması da önemli bir önlemdir. Buna karşın kalıptaki havalandırmanın konumu ve etkinliği hızlı enjeksiyona müsait olmalıdır. Sıkışmış hava, enjeksiyon izlerinin artmasına ve yarıklara neden olur.
Kalıp Temas Yüzeyindeki İzler
Kalıp temas yüzeylerinin parçaya denk gelen yerlerinde çapaklanma şeklinde iz bırakılması kalıp yapımında gerekli önemin gösterilmemesinden ya da kapama gücünün yetersizliğinden olabilir. İyi parlatılmış yüzeyler temas izini mat olanlara göre daha fazla gösterdiklerinden buraların değerlendirilmesi bu izi maskeleyecektir. En iyisi, kalıp tasarımında temas mümkünse en az mahsurlu yerlerde gerçekleştirilmelidir.
Yüzeydeki Lekeler
Plastik malzeme içerisindeki bir katkı maddesinde kullanılan pigmentin yüzeye göç etmesi veya yanığa neden olmasa da kalıp yüzeyiyle reaksiyona giren gazlanmış polimer parça yüzeyinde lekeler oluşturabilir. Bu olgular malzeme, boya ve katkı maddelerinin kendileriyle ilgilidir ve araştırmalıdır. Ancak yine de proses şartları ile önlenebilirler.
Serpinti (gümüş izler) Oluşması
Ürün besleme ağzından yayılan bazen de tüm parçayı kaplayabilen gümüş izleri andıran ve serpinti denilen görüntü bozukluğu sıkça rastlanabilen bir enjeksiyon hatasıdır. Kökeninde plastik eriyiğin ihtiva ettiği uçucu maddelerin kalıplama esnasında parça yüzeyinde yoğunlaşarak bu görüntüyü vermesi yatmaktadır. Bu uçucu madde, malzeme tarafından absorblanıp kurutma yoluyla uzaklaştırılmamış nem, yine malzemenin ihtiva ettiği solventi fazla miktarda kullanılmış kalıp ayırıcı madde ve polimerin ısıl degratasyonu sonucu çıkan gazdır. Polimerin ısıl degratasyonu sonucu ortaya çıkan gazın varlığı malzemenin memeden kusturularak incelenmesiyle tespit edilir. Hem bir gaz çıkışı, hem de köpüklenme bu olayı kanıtlar. Bu taktirde sıcaklık kontrolörleri, rezistanslar ve termokuplar kontrol edilir. Malzeme akışı esnasında sürtünme kaynaklı ısı oluşması da gaz ayrışmasına kaynaklık edebilir. Ayrıca ürün besleme ağzındaki aşırı sürtünmeden oluşan kinetik enerjinin ısıya dönüşmesi gazlaşmaya neden olabilir. Bazen de kalıp suluklarından sızabilecek ve kalıba damlayabilecek su, serpintiye kaynaklık edebilir.
Çizikler
Kalıp açıldığında, ürünün yüzeyinde kalıbın açılış yönünde çizikler oluşuyor ise bunun nedeni iki şekilde anlatılır;
* Temas yüzeylerinde bir tahribat var ise metal çapaklanması sıyrılan parçayı çiziyorsa, bu kalıp yüzeylerinin iyi alıştırılmasından yada hızlı kalıp kapama nedeniyle kalıbın hasar görmesinden kaynaklanır.
* Kalıbın aşırı doldurulmasıdır.
Parçanın Kalıpta Kalması
Bu durumun birçok nedeni olabilir. Malzemenin akışkanlığı buna kaynaklık edebilir. Çok akışkan malzeme, kalıp içerisinde gereğinden fazla bir basınçta enjekte edilir. Enjeksiyon hızının yavaş tutulması da çekmeyi arttıracaktır ve parçanın kalıbın erkeğine yapışmasına yol açabilecektir.
Fazla malzeme beslenmesinde ise parça kalıbın dişisinde kalabilir ki bu da ciddi bir yapışma sorunudur. Bazen kalıbın dişisi erkeğine göre daha sıcak tutularak dişide kalma sorunu çözümlenebilir. Parçanın kalıpta kalması makinenin de hatası olabilir. Eğer hidrolik sistem yeterli yağ debisini sağlayamıyor ise yukarıda da bahsedilen aşırı çekme olayı ile karşılaşılabilir.
Doğaldır ki parçanın kalıpta kalmasının en büyük kaynağı kalıp hatasıdır. İyi parlatılmamış yüzeyler parçanın sıkışmasına ve yapışmasına neden olur. Burada unutulmaması gereken durum; sıyırmanın yapılacağı erkek yüzeyin iyi parlatılmasının ters etki yapacağı ve parçanın dişide kalabileceğidir. Ürün tasarımda yeterli açı, koniklik, pah kırma gibi sıyırmayı kolaylaştıracak koşullar öngörülmelidir.
Çapaklı Ürün
Genellikle kalıp temas yüzeylerinde, itici pimlerinin çevrelerinde veya parçanın herhangi bir yerinde çapak tabiri kullanılan malzeme taşmasının bir çok nedeni vardır. Çapak oluşması kalıp ve makineden kaynaklanabildiği gibi plastik parçanın ve kalıbın iyi tasarlanmamasından da meydana gelebilir. Kullanılan makinenin kapama gücünün kalıbın ebatlarının büyük olmasından dolayı yetersiz kalması çapak vermeye neden olabilir. Basınç kontrol ve debi kontrol valflerindeki arıza, hidrolik kapama sistemine sahip makinelerde yağ ısınması hidrolik devrelerden gelen arızaları oluşturur.
Mengene grubunda kolon plakalarının merkezinde olmaması da belli bölgelerde çapaklanmaya yol açar. Isıtıcı rezistanslara kumanda eden termokulpların arızalanması, yerlerinden oynaması ve malzeme beslenmesinde vidanın hızlı yada gereğinden uzun süre dönmesi sonucu oluşan mekanik sürtünme kökenli ısınma sonucu plastik sıcaklığının istenilenden fazla yükselmesinin doğurduğu düşük vizkosite, kalıp temas yüzeylerinden malzeme sızmasına neden olur.
Çatlama
Eğer plastikte proses esnasında giderilmemiş iç gerilmeler kaldı ise bu durum daha sonra elverişsiz çevre ve iklim koşullarında çatlamaların ortaya çıkmasına yol açabilir. İç gerilmelerin azaltılması gerekir. Bunun için ürün tasarımında keskin köşelerden mümkün olduğunca kaçınılmalıdır ve soğutmanın homojenliği sağlanmalıdır.
Soyulma
Yüzey soyulmalarının bir nedeni yine iç gerilmelerin fazla oluşudur. Parça içerisinde giderilmemiş gerilmeler taşıyan bir parça, normalde etkilenmeyeceği bir solventle sıcak bir ortamla karşılaştığında yüzeyinde soyulmalar görülebilir.
Örneğin PP’den yapılmış ve dibinde iç gerilmeler kalmış bir kovaya sıvı detarjan dökelim. Üstüne su ilave edildiğinde çıkan çözünme ısısının da etkisiyle pullanmalar şeklinde soyulmalar gözlemlenir.
Bir plastik malzemeye başka bir plastik malzeme karıştığında üründe, özellikle ürün besleme ağzında soyulmalar olur. Fazla miktarda kullanılan kalıp ayırıcı yağları daha sonradan yüzey soyulmalarına neden olabilirler.
Enjeksiyon makinesinin, kalıbın ve malzemenin performansı zaman, basınç ve sıcaklık değişkenlerine bağlıdır.
21-09-2022

Plastikler moleküler yapılarına bağlı farklı nem çekme kapasitelerine sahiptirler.
21-09-2022
Plastik makinelerinde, plastiğin eritildiği ve şekil verilebilir hale getirildiği kısım kovan ve vidadır.
20-09-2022
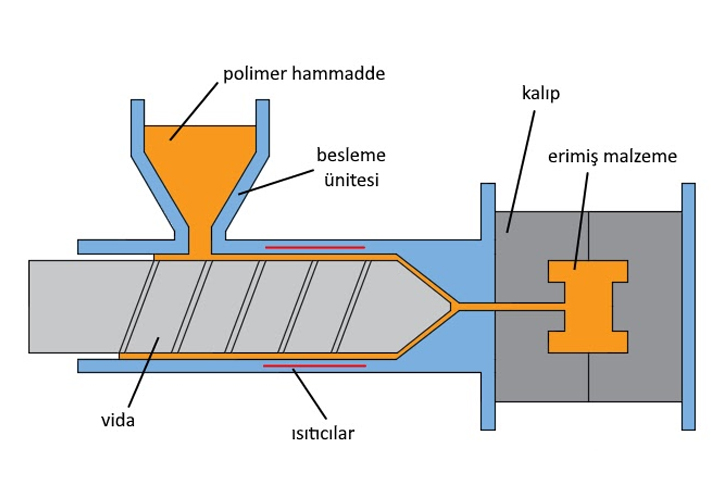
Plastik enjeksiyon, sıcaklık yardımı ile eritilmiş plastik hammaddenin bir kalıp içine enjekte edilerek şekillendirilmesi ve soğutularak kalıptan çıkarılmasını içeren bir imalat yöntemidir.
20-09-2022

PET hammaddenin kurutulması pet şişe ve preform üretiminin en önemli proseslerinden birini oluşturmaktadır.
21-09-2022